Historically, attempts to control airflow in spray booths have followed two different paths: fans assisted by Pitot tubes and dampers actuated by differential pressure switches.
Both approaches have significant limitations that have reduced their effectiveness and widespread use in this field.
Let us summarise them briefly.
Pitot tube sensor
The orifice of the Pitot tube generally has a diameter of less than 0.125" and is positioned in the airstream, facing upstream and parallel to the flow lines. It is easily soiled and clogged by overspray that manages to bypass the filter.
The accuracy of the output signal also depends on the correct alignment of the tube in the duct, which in turn is influenced by vibrations in the system caused by the passage of air through the ductwork. In addition, in most exhaust systems the flow is turbulent and non-uniform due to bends and irregularities in the layout.
Finally, the Pitot tube provides only a local measurement (i.e. at the single point where the orifice is located) of air velocity and is therefore not representative of the total airflow.
Damper assisted by differential pressure switch
This is a device designed to maintain an approximately constant resistance to airflow by varying the damper opening during the different phases of the production process.
In practice, the differential pressure switch measures the pressure drop across the filter and adjusts the damper opening as the filter loads with overspray, in order to compensate for the increasing resistance of the filter to airflow. In this way, the overall load on the fan remains almost constant, and so does the airflow.
Although this system is effective and widely used, it is not very efficient from an energy-consumption standpoint: the motor uses more power than necessary and wear on the fan components is accelerated.
Constant-flow system
Technological developments have made it possible to overcome many of these limitations, optimising both monitoring and real-time control of booth ventilation through systems designed to provide effective control, energy savings and longer component life (Figure 2).
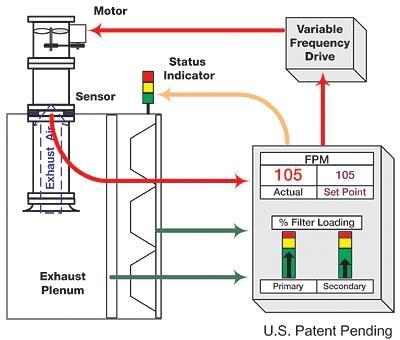
The key element of the system is a sensor installed in the exhaust duct that performs an accurate measurement of the airflow and enables continuous control (via a variable-frequency drive – “inverter”) of the fan capacity, so as to keep air velocity in the booth constant.
The unit is equipped with a processor that allows the optimal velocity to be selected for each type of production run, adjusting it within a wide range of values.
This system helps improve the efficiency of most overspray filters.
Laboratory tests show that overspray filters are less efficient when they are clean, due to the low initial pressure drop, which results in an airflow that is higher than the optimal value (as shown in Figure 1).
With the sensor-based control system, in constant-flow booths this initial inefficiency of the filter is minimised, because the airflow is always regulated to the optimal operating level; this approach even increases the dust-holding capacity of the filter.
The benefits are numerous. Depending on the process parameters associated with a specific finishing operation, quantifiable advantages may include:
- an increase in coating coverage efficiency: 10–35% more surface covered for the same amount of paint sprayed;
- a reduction in energy consumption: savings of 10–40% in both electrical energy and fuel used for spraying operations and for conditioning the supply air;
- a reduction in scrap and/or rework;
- a 20–50% reduction in annual filter-related costs, thanks to:
- a reduction in filter purchase costs, since increased dust-holding capacity translates into longer life and therefore less frequent replacement;
- a reduction in maintenance costs, thanks to the lower frequency of filter changes;
- a reduction in disposal costs for spent filters.
All components of this system are resistant to the substances commonly present in paints. With no moving parts, the device does not require periodic maintenance.
However, it may be necessary to modify the ventilation system: for example, by upgrading the fan or increasing the diameter of the exhaust duct. On existing booths, such changes can be complex or costly; in some cases, it may be simpler and more economical to replace the old booth with a new one specifically designed for controlled-flow operation.
Adapted from: “Booth Ventilation: A Controllable Variable” – PCI Magazine – www.pcimag.com