Booth ventilation: a controllable variable (Part 1)
A great deal has been written about the economic and operational benefits that can be achieved by applying process control principles to finishing operations.
The advent of reliable PLCs and suitable instrumentation – such as pressure transducers and flow meters – has enabled finishing operators to monitor and control most of the key process variables involved in the spray application of liquid coatings. This has led both to improved technical performance (for example, coating durability) and to a reduction in scrap and rework. In most cases, the additional capital cost pays for itself quickly.
Yet one of the most significant variables in the finishing process – spray booth ventilation – remains difficult to control. Many engineers have tried to actively control this parameter, but lasting success has been rare.
Dry vs. water-wash booths: why airflow varies
Airflow variations in dry-filter spray booths are much greater than in water-wash booths. As the filter loads with overspray, the resistance to airflow increases and exhaust volume drops rapidly.
By contrast, a properly maintained water-wash booth can provide an almost constant airflow over time.
However, due to changes in environmental regulations and the handling of hazardous waste, dry-filter booths – once used mainly for end-of-line touch-up or small refinishing jobs – have become the preferred choice in many industries. Operators no longer have to worry about clogged pumps and nozzles or about handling large volumes of contaminated wastewater and chemically treated sludge.
Unfortunately, dry booths do not provide a stable, constant exhaust rate. The red line in Figure 1 illustrates the change in exhaust airflow from a typical dry booth over the life of a filter (full loading cycle).
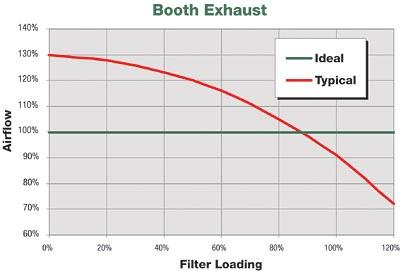
At the beginning of the cycle, with a clean filter, airflow is higher than needed. At the end of the cycle, with a heavily loaded filter, airflow is clearly insufficient. In a typical dry booth it is common for air velocity to vary from about 15% up to more than 60% away from the optimum value.
These excessive variations can have negative consequences both for worker health and for the safety of people and equipment inside the booth.
Safety requirements: NFPA and OSHA
Current fire and safety standards underline how critical ventilation control is.
The NFPA 33 standard for spray application using flammable or combustible materials requires that booth ventilation be capable of confining and removing vapours and mists to a safe location, and of controlling combustible residues, overspray and deposits. It also requires that solvent vapour concentrations in the exhaust be kept well below the lower flammable limit – typically not more than 25% of the LFL for liquid coatings.
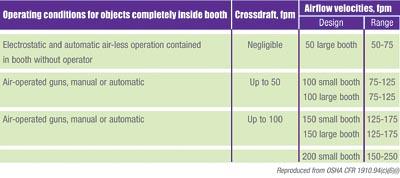
OSHA regulations (29 CFR 1910.94 and 1910.107) specify that spray booths must be designed so that the average air velocity across the booth opening is not less than certain minimum values – in many cases around 100 feet per minute (about 0.5 m/s) for conventional spraying, and at least 60 feet per minute (about 0.3 m/s) for electrostatic operations – and that systems are provided to ensure that these velocities are maintained.
From a safety standpoint, allowing the exhaust airflow to drift too low as filters load is clearly unacceptable.
Impact on transfer efficiency and finish quality
From a technical standpoint, large variations in air velocity are just as undesirable.
Experienced painters know that most high-efficiency application methods – such as electrostatic bells, HVLP and airless spraying – are very sensitive to even small changes in airflow in the space between the atomizer and the part being coated. Under otherwise identical conditions, transfer efficiency tends to increase as the average air velocity in this region decreases slightly.
Correctly sizing and balancing a spray booth therefore means carefully reconciling two opposing goals:
- maintaining the airflow required for safety and regulatory compliance;
- optimising transfer efficiency and finish quality.
Given the relatively short life of filters in high-throughput lines, optimising spray system performance over the entire filter loading cycle is not technically impossible – but it is certainly a major challenge.
In most spray booths, the average air velocity through the filter section is in the range of 0.3–0.5 m/s (roughly 60–100 fpm). Changes within this range are difficult to perceive without sensitive instruments. In practical terms, it is almost impossible for an operator to detect these variations and compensate for them manually in real time during normal production.
The key question
The key question then becomes:
What tools are available to enable operators to optimise finishing performance while at the same time ensuring the safety margins required by current standards?
[To be continued in Part 2]
Adapted from: “Booth Ventilation: A Controllable Variable” – PCI Magazine – www.pcimag.com